拥有5年模具机床销售生产经验,专业的线切割机床解决方案提供商,在东莞、重庆、郑州等地设有办事处具备雄厚实力
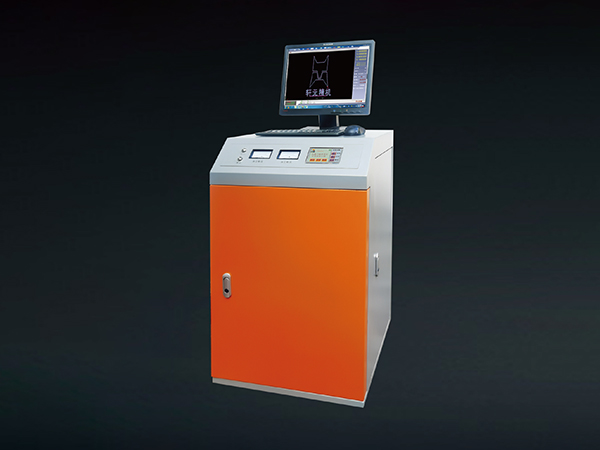
使用进口高等级直线导轨和双螺母丝杆以及采用多种线切割方式和自动紧丝装置,可实现多次切割,媲美慢走丝机床
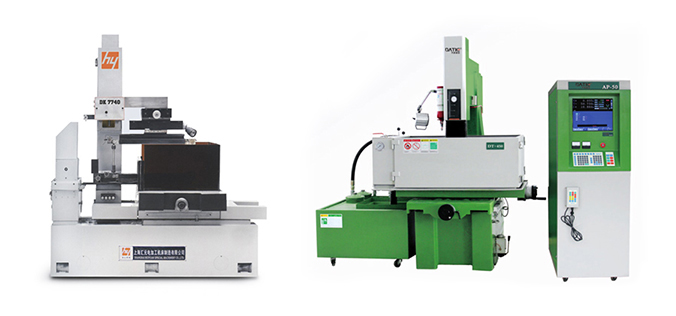
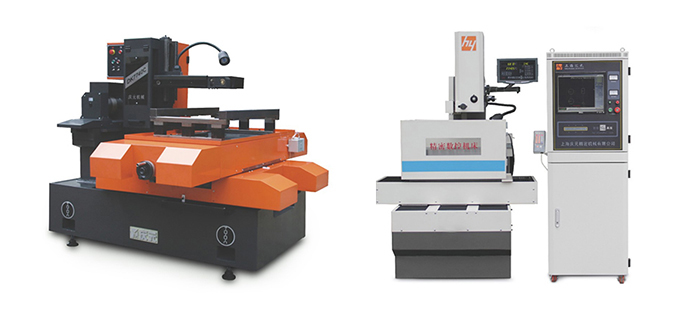
专业代理销售大铁、汇元等各大品牌机床设备,产品种类齐全,满足你多种产品需求,为您提供质优的机床设备
客服团队24小时在线服务,及时帮您解决疑惑,针对不同情况提供专业的产品解决方案,欢迎新老客户的来电洽谈!